How to Build a High End High Rise

So, you want to build a high rise. Maybe you’ve got a couple hundred million dollars burning a hole in your pocket and an acre or two of vacant land in Kakaako, and you’re wondering: How can I get in on the action? Right now, a half-dozen high rises are going up around town, and another handful getting ready to break ground. So, just in case you were thinking of adding your own giant condominium tower to the Honolulu skyline, we’ve made it easier for you by putting together this step-by-step guide.
The obvious approach would have been to follow the construction of a single high rise from beginning to end. Unfortunately, the typical high rise takes almost three years to build, and that’s not counting the many years it usually takes for permitting or design. But we didn’t want you to have to wait that long.
It turns out that, as part of its Ward Village development, the Howard Hughes Corp. has three high rises going up right now, all within a couple of blocks of one another, and all in different stages of construction. Waiea is almost complete; Anaha still has about six months to go; and Aeo is just coming out of the ground. That gave us a convenient way to telescope the process of high rise construction, dividing it into three stages. Along the way, we focus on parts of the construction that highlight just how much you’re going to have to depend on distant, often unseen partners to build your high rise.
STEP 1
COMING OUT OF THE GROUND
Before you start to build, you have to prepare the site. If you’re lucky, you start with bare dirt. More likely, you’ve got old structures to demolish, and pavement or old concrete slabs to remove. Even then, you’re probably not done. Much of Kakaako was built on low marshland. Aeo’s property, for example, was only a few feet above the water table. To gain a little elevation, the general contractor, Layton Construction, trucked in thousands of tons of gravel fill, then spent weeks compacting the ground so it would bear the enormous weight of the building. That also makes it possible for the backhoes to trench so you can bring in utilities from the street.
In a sense, though, construction starts with a soil scientist boring test holes in the ground. This is crucial, because your skyscraper is going to perch atop scores of narrow concrete piles that reach as far as 90 feet below the surface. These are augur-cast pi-lings, meaning they’re drilled into the ground with a powerful augur, then, the resulting holes pumped with concrete as the augur is removed. While the concrete is still wet, a cage made of reinforced steel bars – rebar – is lowered into the hole. Once the concrete cures, you’ve got a piling.
It’s the friction of the earth against the rough surface of these pilings that actually holds your skyscraper in place. That’s why you need so many. It’s also why the soil engineer is crucial. By studying the soil beneath the building, she calculates how much friction it will generate. That determines how deep you have to bore the holes for your piles. In some places, it might be 60 feet; in others, nearly 100 feet.
The deeper you have to dig, the more time it takes and the more concrete and steel you have to use. That all costs more money.
Once the pilings are in, they’re tied together by pile caps and grade beams. “Grade beams” is a misnomer, because they eventually lie below grade. Trenches are dug to expose the tops of the pilings, then lined with plywood or steel formwork, and filled with concrete and rebar. When the concrete sets, the formwork is removed and the trenches backfilled with gravel and dirt.
Pile caps are similar, but they tie together pilings that have been clustered to support major load-bearing features, like the elevator shaft or structural columns. Once the grade beams and pile caps are in place, the slab can be poured to tie the whole structure together.
Congratulations, your high rise has come out of the ground.

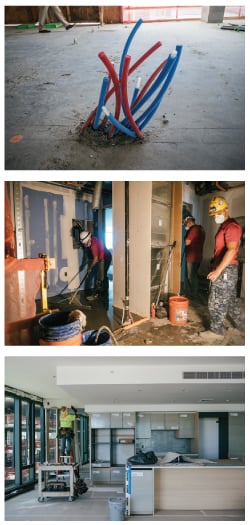
Left: Much of Kakaako is close to sea level. At high tide, the areas excavated for pile caps and grade beams can fill with salt water. Right, top to bottom: 1. Trenching reveals how much fill is used. 2. Clusters of piles exposed for pile cap. 3. Exposed rebar, ready for the next course of forms and concrete. 4. Building a high rise starts with digging.
STEP 2
GOING UP

The articulating boom that delivers concrete to the top of the building is directed by remote control.
Congratulations, your high rise has come out of the ground. Thus begins the rhythm of construction. Floor after floor, formwork is built over the stubs of walls and structural columns. Rebar cages are fabricated and lowered into place. Utilities are led through conduits and ductwork. Then comes the slurry of concrete. The floors are poured, and the formwork filled, and the walls gradually rise, always with a toothsome row of rebar jutting out the top, ready to accommodate the next course of formwork and concrete. In fact, this is where it becomes clear that, although your high rise may ultimately look like it’s made of glass and steel, at heart, it’s a colossus of reinforced concrete.

1. Hoppers of extra concrete are hoisted by crane.
2. The concrete pump boom swivels on a tower of its own.
3. Until the new concrete has cured, the floor is supported by a forest of jackstands.
One striking feature to most modern high rises is the engineering in the floors. They may look like simple slabs, but technology has evolved to make them thinner so you need less concrete and can have more headroom and more floor space to sell. You’re going to use the same method to strengthen your floors that they do at Anaha: post-tensioning.
Concrete is heavy and, when you pour a big slab, it tends to sag in the middle. This creates tension in the concrete and, while concrete is very good at handling pressure, it doesn’t take tension well. (That’s why concrete is always reinforced with steel.) To correct for sagging, hundreds of powerful cables are run through conduits in the floor and the concrete is poured over them. When the concrete is hard enough, jacks are used to pull the cables tight and the ends are secured to the edges of the floor. The effect is like a trampoline, with the post tensioning putting the concrete into compression instead of tension. In the old days, it used to take 14 days for the concrete to get hard enough. With modern concrete, the floors are ready in two to three days, greatly accelerating construction.
One key feature of high rise construction is the ability to pump concrete to the upper floors. That requires a massive pump and a giant, articulating boom to deliver the concrete to every point on the floor. The pump can stay on the ground, but the boom is attached to the pump by a large- gauge pipe that runs up the inside of what will eventually be the elevator shaft. That’s because the boom has to climb to keep up with construction. To accommodate that upward movement, it’s mounted on top of a self-climbing platform that also fits inside the elevator shaft. It’s a massive machine – 40 feet long, 12 feet wide and three stories tall – that uses hydraulics to hoist itself up tracks that are temporarily bolted to the walls of the elevator shaft. The construction crew often fit out the lower levels of this contraption with a microwave and bathrooms, using it like a temporary lunchroom, says Larry Schrenk, the director of construction in Hawaii for Howard Hughes. “On really big skyscrapers, they actually put in a Subway sandwich shop so the crew never has to come down.”
When the last floor is poured, the platform is disassembled and lowered to the ground by the crane.
STEP 3
FINISHING UP

The roof of Anaha’s garage doubles as the amenities deck and is completely waterproofed. It will eventually house the members’ club house as well as a pool and other waterworks. One end of the pool will be glass and hang out over the property.
So, your high rise has topped off.
The last floor (which is actually the roof) has been poured. The windows are all in. Now, it’s time to make the space livable. In some ways, this is the part of the process that most resembles the building of single-family homes.
To frame the interior walls, steel studs are bolted to brackets that have been attached to the ceilings and floors. Plumbers and electricians rough in the utilities. Then come the armies of drywall workers. The sheetrock is screwed to the studs. It’s mudded and sanded several times, then primed and painted. The ductwork is connected to the HVAC system. The hardwood floors are installed and the tile-work finished. Carpenters come to hang the cabinets in the kitchen so the appliances can be fitted into place and hooked up. It’s all very familiar to anyone who’s ever watched a house being built.
But there are still differences. For example, some of the penthouses at Waiea have a private swimming pool on the lanai. That calls for pool masons and specialty plumbing. Another example is the floor. Despite intensive efforts by the contractors to get the concrete even when they pour the floors, they’re rarely level. “You can’t imagine how it snowballs if you have a floor that’s even just an inch out of level,” says Howard Hughes’ Larry Schenk. “You’d be able to see that in each room. The lines where the walls or cabinets meet the floors would go up and down.”
Top: Many wires are routed through ducts concreted into the floor.
Middle: Additional concrete is frequently needed to level the floors. Bottom: High-end buildings require high-end cabinetry and amenities.
That’s not acceptable, particularly if you’re building a high-end condo like Waiea. To remedy this problem, once the walls are in, gangs come through and fill the low spots with an easy flowing layer of mortar. The high spots get chiseled away. This takes place all over the building, because you can’t install the hardwood or the tile until the floors are absolutely level. “We literally spend millions of dollars just getting things back to flat,” Schenk says.
Sometimes there are special considerations. Howard Hughes wants Ward Village to be the largest LEED certified community in the country. That imposes restrictions on the construction process. For instance, the ductwork and blowers for the air-conditioning system are put in fairly early in the finishing process, but they all have to be sealed in plastic. If the ducts and gratings were left exposed, they would likely be filled with dust during the drywall installation. But your AC system will have to be dust-free if you want LEED status. So the plastic can’t come off the ductwork until the construction is almost done.

The buyers of an expensive condominium unit often customize their finishings. Model units give them some design options and show the view.
One other thing: If you’re building a luxury high rise, like Waiea or Anaha, your buyers will often want custom finishes. That means you’ll be working with boutique suppliers and will need a way to track and store the products they send you. In other words, you’re looking at coordinating with more supply chains. And you’ve got to make sure the right products end up in the right units. To ensure that happens, every unit has its own “bible” hanging on the door. This folder can run to several pages and lists specifications for all the finishes in that unit.
 When you build your own high rise, you also have a “bible,” albeit a figurative one. It contains the building plans and architectural drawings; the spec sheets and supply lists; and the schedules, with their critical path analyses and Gantt charts. Nowadays, all this information is digital, credited in programs like AutoCad or Revit. If you were to print them all up, though, they would come to thousands and thousands of pages. Sadly, there’s no shorter way to explain how to build a high rise. So we’d like to close our little guidebook with an admonition you often see on products: “Some assembly required.”
When you build your own high rise, you also have a “bible,” albeit a figurative one. It contains the building plans and architectural drawings; the spec sheets and supply lists; and the schedules, with their critical path analyses and Gantt charts. Nowadays, all this information is digital, credited in programs like AutoCad or Revit. If you were to print them all up, though, they would come to thousands and thousands of pages. Sadly, there’s no shorter way to explain how to build a high rise. So we’d like to close our little guidebook with an admonition you often see on products: “Some assembly required.”
Please see instructions before you begin.
UNDERSTANDING THE SUPPLY CHAIN
The Concrete World
Your concrete is part of a vast, international industry.
 By volume, it’s the most traded man-made substance on Earth, yet it has a deceptively simple composition: gravel, sand and cement. The gravel and sand provide the strength; the cement binds them. Cement production involves baking a mixture of crushed limestone and clay at 1450˚C to produce quicklime, which is mixed with a few other ingredients to create a hard substance called clinker. The clinker is then blended with a small amount of gypsum and ground to a find powder: the famous Portland cement.
By volume, it’s the most traded man-made substance on Earth, yet it has a deceptively simple composition: gravel, sand and cement. The gravel and sand provide the strength; the cement binds them. Cement production involves baking a mixture of crushed limestone and clay at 1450˚C to produce quicklime, which is mixed with a few other ingredients to create a hard substance called clinker. The clinker is then blended with a small amount of gypsum and ground to a find powder: the famous Portland cement.
Although Hawaiian Cement is one of a handful of local companies that mix and sell concrete, it’s the only source of cement in the Islands. All its cement is from Asia Cement. This massive Taiwanese conglomerate delivers as many as 10 shiploads a year to the deep water port at Kalaeloa. Last year, that came to $23 million of cement.
 Hawaiian Cement has a pretty sophisticated system to handle all that cement. When it’s unloading a bulk carrier, the fine powder is moved pneumatically, sucked like a fluid from the hold of the ship and pumped into a pair of, hemispheric storage tanks that tower over the docks.
Hawaiian Cement has a pretty sophisticated system to handle all that cement. When it’s unloading a bulk carrier, the fine powder is moved pneumatically, sucked like a fluid from the hold of the ship and pumped into a pair of, hemispheric storage tanks that tower over the docks.
From there, a computerized overhead pneumatic system allows the company’s drivers to load the trucks themselves. In boom times, as many as 90 trucks a day pass through the Kalaeloa facility.
Of course, by weight, concrete is mostly aggregate – gravel and sand.
Hawaii, despite its famous beaches, has a shortage of sand. Hawaiian Cement has to import that from British Columbia, where’s it’s quarried from ancient dunes beneath the spruce and fir forests. About three times a year, a bulk carrier brings in about 40,000 metric tons of sand; so much that it takes 50 trucks five days to cart all of it from Kalaeloa to the Halawa facility.
In lesser quantities, Hawaiian Cement imports other ingredients. Certain chemicals can be added to concrete to make it flow better, or cure faster or slower. Some federal contracts require the use of fly ash, a byproduct of burning coal, as a substitute for some of the cement in concrete. All of these products are made elsewhere, adding to the layers of people involved in building your high rise.
The only local ingredient in your concrete will be the gravel. At its Halawa facility, Hawaiian Cement quarries, crushes, and grades millions of tons of gravel a year. Since the aggregate is what gives concrete most of its strength, this local basalt is what ultimately holds your high rise up. And, in an industry that’s famously dirty (worldwide, cement production accounts for 7 percent of human-produced greenhouse gases), Hawaiian Cement runs a surprisingly green operation. Concrete, for example, is water intensive – both for mixing and for dust suppression – but Hawaiian Cement recycles non-potable irrigation water from a nearby farm. They also scrupulously monitor Halawa Stream to make sure runoff from the gravel yard doesn’t alter the pH of the water. They even accept old concrete, crushing it to recycle the aggregate.
Concrete has to be tested. It takes as much as 50,000 cubic yards of concrete to make a high rise. That means mixing thousands of batches of concrete. Because of subtle irregularities in the cement, no two batches are necessarily alike. But your concrete has to meet strict engineering standards. It’s particularly important that the concrete harden quickly to keep construction on schedule.
 That requires testing, says Gavin Shiraki, sales manager for Hawaiian Cement’s Concrete and Aggregate Division. “The contractor has a third-party lab that checks the concrete on a daily basis,” Shiraki says. Hawaiian Cement conducts similar tests. For every batch of concrete, several samples are taken and formed into four-inch cylinders. Then, at intervals, those cylinders are crushed in a powerful press to measure their strength. Only when the concrete reaches its prescribed hardness can you remove the forms and jack stands and move on to the next floor. Before you complete your high rise, thousands of these little concrete cylinders will be crushed.
That requires testing, says Gavin Shiraki, sales manager for Hawaiian Cement’s Concrete and Aggregate Division. “The contractor has a third-party lab that checks the concrete on a daily basis,” Shiraki says. Hawaiian Cement conducts similar tests. For every batch of concrete, several samples are taken and formed into four-inch cylinders. Then, at intervals, those cylinders are crushed in a powerful press to measure their strength. Only when the concrete reaches its prescribed hardness can you remove the forms and jack stands and move on to the next floor. Before you complete your high rise, thousands of these little concrete cylinders will be crushed.
It Looks Like It’s All Glass
The dominant feature of a high rise is frequently its glass facade.

The windows are hoisted by crane to the floor above, then a small jib boom is used to lower them into place. Glaziers in safety harnesses guide the glass onto aluminum brackets embedded in the concrete.
In fact, with a curtain wall, sometimes that’s all you can see. Not surprisingly, that makes glass one of the project’s larger budget items. “The glass contract for Anaha is about $30 million. That’s over 10 percent of the total cost of construction,” says Larry Schenk.
So, if you want to understand why building a high rise is so expensive and complicated, the glass is a good place to start.
When you build a single-family home, most of the key elements are available at your local hardware store. In fact, the house was probably designed around the specs of standard windows, doors and hardware. That’s not the case when you’re building a high rise. Each high rise is unique and everything is made to fit. Especially the glass. As Schenk points out, “None of the exterior glass of Anaha is off-the-shelf. It’s all custom.”
All that customization means that, to build your high rise, you have to deal with an elaborate, highly specialized supply chain.
First of all, the technical name for modern plate glass or window glass is “float glass.” The term refers to the manufacturing process. For most of the 20th century, plate glass was made by flattening a blob of molten silica sand and a few other ingredients between a pair of steel rollers. This technique was cheap and yielded a relatively smooth surface, but the resulting panes of glass still had to be polished on both sides to be truly transparent. This was time-consuming and expensive. Then, in the late 1950s, an Englishman named Alastair Pilkington devised a quicker, cheaper approach. Instead of using metal rollers, the molten glass was poured evenly onto a bath of molten tin, where, because of the two materials’ difference in density, it floated like oil on water. Because the glass spread evenly over the tin bath, it was perfectly smooth on both sides. The thickness could be controlled by modulating how quickly the molten glass was poured onto the tin, and how long it took to cool.
Acccording to Dennis Jean, the senior project manager for AGA, the glass contractor for Anaha, the float glass for the building is manufactured by a California company called Guardian Glass at its Kingsburg plant. Guardian adds a tinted reflective coating to the raw glass to make it more energy efficient. Sometimes, it also adds spandrels to make it opaque. Then, they ship the glass to the next company in the supply chain: Northwestern Industries in Yuma, Arizona.
At NWI, the glass is cut to size and fabricated into individual window units. Each unit is composed of two panes of quarter-inch glass, with a half inch of space between them, and enclosed around the edges with a polymer seal. Sometimes, argon gas is injected into the space for additional insulation. These finished units are then trucked to AGA’s plant in Livermore, California, where they’re fitted into custom-made aluminum frames, packed into custom crates called “bunks,” and shipped in containers to Hawaii.
That’s the easy part.
A key design feature of Anaha is the curved glass at all four corners of each floor. If your skyscraper is going to use curved glass, that adds another step to the supply chain. Instead of Yuma, the raw glass is shipped from the Guardian factory to Standard Bent Glass, a specialty glass fabricator in Pittsburgh. There, each pane is heated until it’s plastic enough to bend over special forms. Only after the glass conforms to the proper radius can they fabricate the individual, double-paned units. Those are then installed in their custom aluminum frames, crated and shipped to Honolulu.
Getting the glass here is only half the job. It still has to be installed. On site, AGA’s local glaziers are responsible for the custom-made mounting brackets and molding that hold the windows in place. They also install each window. For curtain walls – the kind where the entire surface of the building is glass – they bolt the windows to aluminum brackets that were embedded in the edge of each floor when the concrete was poured. In this system, the weight of the glass is carried entirely by the brackets. For “window glass,” the weight of the glass rests on top of the floor or a wall; the brackets merely hold it in place.
The whole contraption is fabulously complex. “For Anaha,” Jean says, “each glass panel has 147 different parts: brackets, bolts, screws, glass, etc.” Maybe more to the point, almost every one of those 5,000-plus panels is unique.
Onyx Has Its Own Specialists
If you want to build a high-end skyscraper, you have to include high-end finishes.
 Each of those has its own supply chain, often with tentacles that reach around the globe. For example, the designers at Waiea wanted to use book-matched slabs of pink onyx to line the walls of the showers in several penthouse units. It turns out, though, there aren’t many sources for pink onyx. The giant slabs in Waiea came from an old, family-run quarry in Iran. But the trip from the mountains of Persia to Kakaako is circuitous. Bruce Kumove, whose company, BMK Construction, is responsible for the onyx, walks us through the process.
Each of those has its own supply chain, often with tentacles that reach around the globe. For example, the designers at Waiea wanted to use book-matched slabs of pink onyx to line the walls of the showers in several penthouse units. It turns out, though, there aren’t many sources for pink onyx. The giant slabs in Waiea came from an old, family-run quarry in Iran. But the trip from the mountains of Persia to Kakaako is circuitous. Bruce Kumove, whose company, BMK Construction, is responsible for the onyx, walks us through the process.
It starts with a man named Raoul Luciano, a Swiss stone expert who acts as a sort of third-party inspector and quality-control consultant. “This guy is the best,” Kumove says. “He did the stone at the new World Trade Center in New York and the stone for the Getty Museum. He’s been in the business for 35 years and has offices in London, New York, Los Angeles and Houston. This is all he does.”
Luciano’s main job was to make sure Waiea got onyx that would work for book-matching. That means taking a thick slab and slicing it into two thinner slabs, then opening them, like a book, so that the vein patterns in the onyx radiate symmetrically from the centerline. Onyx is quarried in giant blocks – in this case, with nine-foot faces – so it’s hard to assess the color on the inside. “Luciano hand-picked which blocks to use so they would mirror properly,” Kumove says.
Although the Iranian quarry had the best pink onyx, it wasn’t able to finish the stone to the standards Waiea required. “Once Luciano selected the blocks,” Kumove says, “they were put on 40-foot semi-trailers. They were so large that, if you were lucky, you could get three blocks to a trailer.” Then, the blocks were trucked through Turkey and Eastern Europe to Italy. It took six months to get the stone from the quarry in Iran to Italy.
Processing the marble took another eight months. The big blocks were cut into slabs using a gang-saw. This is a gigantic industrial device with a rack of evenly spaced saw blades at the top and a hydraulic lift at the bottom. It works by setting the onyx on the lift and hoisting it inexorably through the scything rack of saw blades, cutting the stone as clean as sliced bread. Then the slabs are carefully numbered so that adjacent slabs can be used for book-matching.
Cutting onyx is slow, but it’s not the only time-consuming process, Kumove says. “Onyx is a very unstable and brittle material. It cracks very easily because it’s full of cavities. So, once they cut the book-matched slabs, they have to fill the cavities with epoxy and polish it. They also apply a layer of epoxy and mesh to the backs of the slabs. That’s why onyx is such an expensive stone: it’s so difficult to work with. There’s also a lot of wastage. You might get 20 slabs out of a block, but 50 percent might be waste. And it takes a lot of time for all this to happen.”
Even after the onyx is crated and shipped, the international nature of the stone industry doesn’t end. “There aren’t a lot of people that understand how to deal with book-matched onyx,” Kumove says. “It takes experienced marble masons. To make sure the job is done right, we have a special crew that we built especially to handle these slabs. Most of them are Ukrainian.”
CHOREOGRAPHING THE WORKERS
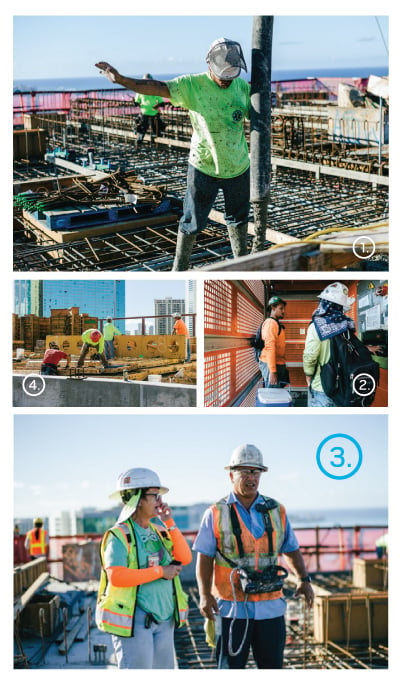
Building a high rise calls for a lot of coordination between workers. Clockwise from top: 1. Concrete worker signals the boom operator. 2.The temporary elevator requires an operator. 3. Boom operator supervises concrete pour. 4. Metal formwork gives the concrete its final shape.
The job of your general contractor is to organize all the different construction activities. Every subcontractor needs space and time for staging and loading. They need to be able to work without interference from other subcontractors. They have to be able to get supplies when and where they need them, so they need some of that scarce crane time.
And it’s not just the subs that need coordinating. As the contractor, you’ve got to deal with moving utilities, traffic stoppages and temporary structures to protect pedestrians. You’ve also got to respect the needs of your neighbors, some of whom may also be tenants.
For example, to make sure Pier 1’s and Nordstrom Rack’s stores would still be able to access their loading dock, Howard Hughes designed Anaha so the bottom level had enough vertical clearance for a semi-trailer to pull in under the building and do a three-point turn.
As each newly poured floor cures, work surges forward on the floors below. Each floor is divided into distinct areas, and crews rotate through them to do their work in the proper order. A gang comes through to mark the profiles of the non-load-bearing walls and permanent furnishings on the floors. Other gangs rough in the plumbing and electric. Still another gang comes through to install the windows. And all of this work reaches a crescendo after the glass goes in. Once the floor is weather proof, the finishing can begin.






